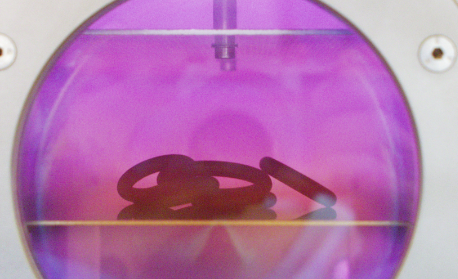
Plasma enhanced chemical vapor deposition (PECVD) for the purpose of applying a low friction coating is a common application of plasma coating technology. The requirement of changing the surface energy of an elastomeric seal, O-ring or component that has a tacky surface in order to ease assembly or enable vibratory bowl feeding is often applied in industry.
One very prominent type of low friction coating is amorphous carbon. This type of material can exhibit a very high hardness (values of up to 75 GPa have been reported). It also has an excellent low temperature and high temperature performance (over 950 K), according to this paper by Li et al. Amorphous carbon surfaces can have friction coefficients down to less than 0.01 as has been shown by Zhu et al.
Some forms of amorphous carbon also have other advantages, such as high corrosion or wear resistance. In fact, a recent study by Wei et al. showed that tetrahedral amorphous carbon has a better corrosion resistance than hydrogenated diamond-like carbon. It also minimizes the need for lubrication and, thus, decreases costs. The most common plasma deposition technology to obtain amorphous carbon coatings is PECVD. However, PECVD is not only suitable for obtaining amorphous carbon but also for other low friction coatings such as SiO2 or other enhanced carbon films. Thierry Corp. has many top-notch PECVD systems, so check them out below.
The process of applying a low friction coating is performed in a low pressure plasma system. This process can be performed on a tray of flat parts or bulk in a basket or canister tumbled parts. The batch process is first plasma cleaned and activated to ensure the coating has a clean, active surface to bond to. Then the batch of parts is exposed to a plasma process to apply the desired process chemistry required to coat the low friction material of choice without breaking vacuum. These coatings can be from a range of PTFE like materials. SiO2-like materials or carbon or enhanced carbon coatings. Optimization of surface for low friction applications has a great deal of options for consideration.
One should also bear in mind that a decrease in the friction coefficient also leads to higher wear resistance, simply because wear rates are proportionally connected to the friction between two bodies. Additionally, mechanical parts with low friction coatings need less lubricant to run properly, which can also be an important cost factor along with a decrease in energy requirements. This is especially true for large machinery.


Control Cabinet:
W 310 mm H 330 mm D 420 mm
Chamber:
Ø 3.9 in, L 10.9 in
Chamber Volume:
2
Gas Supply:
Mass flow controllers
Generator:
1 pc. with 40 kHz
(optional: 13.56 MHz or 2.45 GHz)
Control:
Touch Screen

Control Cabinet:
W 600 mm H 1700 mm D 800 mm
Chamber:
Ø 3.9 in, L 10.9 in
Chamber Volume:
2
Gas Supply:
Mass flow controllers
Generator:
1 pc. with 40 kHz
(optional: 13.56 MHz or 2.45 GHz)
Control:
PC

Control Cabinet:
W 560 mm H 600 mm D 420 mm
Chamber:
Ø 5.9 in, L 12.6 in
Chamber Volume:
5
Gas Supply:
2 gas channel via needle valve
Generator:
1 pc. with 40 kHz
(optional: 13.56 MHz or 2.45 GHz)
Control:
Semi-Automatic

Control Cabinet:
W 600 mm H 2100 mm D 800 mm
Chamber:
W 15.8" x H 23.6" x D 24.6"
Chamber Volume:
150
Gas Supply:
Mass flow controllers
Generator:
1 pc. with 40 kHz
(optional: 13.56 MHz or 2.45 GHz)
Control:
Touch Screen

Control Cabinet:
W 600 mm H 1700 mm D 800 mm
Chamber Volume:
120
Gas Supply:
Mass flow controllers
Generator:
1 pc. with 40 kHz
(optional: 13.56 MHz or 2.45 GHz)
Control:
PC

Control Cabinet:
W 600 mm H 2100 mm D 800 mm
Chamber Volume:
600
Gas Supply:
Mass flow controllers
Generator:
1 pc. with 40 kHz
(optional: 13.56 MHz or 2.45 GHz)
Control:
PC