Plasma activation is the process of cleaning and activating a surface as a pretreatment before applying an adhesive or coating. This improves its adhesion properties and is a great way to improve the strength of the chemical bond between the base material and the adhesive or coating. The application of the plasma activation process can significantly increase the cross-linking, reliability, and performance of a product. This increase in reliability leads to a decrease in waste material and the cost of manufacturing. This is why plasma activation is an important part of manufacturing, where a bonding process is incorporated into building a product.
Plasma activation is when a gas like oxygen or argon is ionized to form plasma. This process can be used to create Reactive Oxygen Species (ROS), which are highly reactive and can be used for various purposes, including sterilization, degradation of organic matter, and surface modification.
Plasma treatment has various applications, including surface treatment, waste treatment, and medical applications. Plasma activation can be used to alter the properties of materials, making them more reactive or increasing their adhesion.
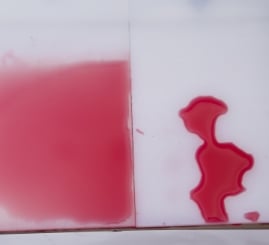
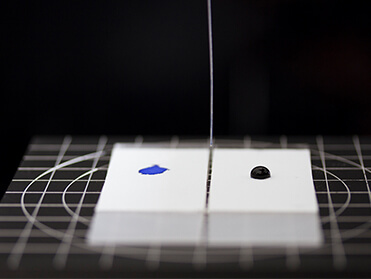
Plasma surface activation is a process used to improve the wettability and adhesion of materials. It is achieved by exposing the material's surface to plasma, an electrically charged gas. This process modifies the surface chemistry and kinetics of the material, for example, increasing the polymer surface tension and making it more hydrophilic (attracted to water). The wettability of the material can then be measured using a contact angle measurement or dyne ink.
Plasma surface activation can be used on various materials, including metals, plastics, and glass. The most common applications are in manufacturing, printing, and packaging, where plasma surface activation-treated materials result in better ink coverage, varnishing, and adhesion. Cold plasma is also commonly used in medical devices and implants as it can improve biocompatibility.
While plasma surface activation is an effective way to improve the properties of materials, it is also a complex process that can be difficult to control. It is crucial to work with an experienced partner to ensure that the plasma surface activation process is carried out correctly.
The basic principle behind plasma technology is when a high-energy plasma is used in a plasma jet or plasma system to alter the surface of a material. When the plasma comes into contact with the material's surface, it causes physical and chemical changes to occur. For example, when depositing a thin film, the plasma will vaporize materials from a target and deposit them onto the surface of the substrate while emitting UV radiation. The composition of the deposited film will depend on the composition of the target, gas composition, and plasma parameters.
Plasma processing can be performed using various methods, low pressure plasma, atmospheric plasma, corona discharge, and dielectric barrier discharge. Each of these methods has its advantages and disadvantages. Gas discharge is the most common method used for plasma processing, as it is relatively simple and easy to control. Low pressure plasma is more expensive but provides better control over the plasma. Atmospheric plasma is used when a localized area of a part needs activation or cleaning in conjunction with a multi axis robot.
The duration of plasma activation is determined by the amount of humidity in the air and the level of activation applied to the surface. Often the key issue in understanding how long plasma activation lasts is understanding the relative humidity the surface is exposed to. Water vapor in the air adsorbs and bonds to the plasma activated surface of the part. This water vapor has a lower surface energy than the plasma activated surface. Sometimes a coating or chemical process is compatible with this surface layer of water.
If your process is not compatible just plasma active the part again to remove the water from the surface. Then apply your coating or adhesive in a timely manner before the water vapor bonds to the surface. This slow degradation of surface energy can be observed in one to three hours depending on the relative humidity and seasonal humidity. Many companies bond or coat the part within 45 minutes of activation as a measured way to work inside these conditions.
Typical high humidity in a hot summer and this happens in about an hour. Typically low humidity in the winter this can happen in about three to five hours. So, manufacturers simply work inside of 45 minutes. It is often good to put your lean manufacturing hat on and make your process a pull. This way your parts will be processed right after plasma processing.
Plasma processing is a unique technology that can offer many benefits for manufacturers. This type of processing can help to improve the quality of products, increase production efficiency, and even reduce costs.
The benefits of plasma activation include modifying surfaces without the use of chemicals or heat, the ability to treat a wide range of materials, and the ability to generate plasma at low temperatures.
Plasma processing can also be used to improve the surface properties of materials. It can also modify the structure of materials on a nanoscale, making them stronger and more durable. This type of treated surface can also be used to create new materials with unique properties.
Manufacturers looking for a way to improve their product quality and increase their production efficiency should consider plasma processing. This type of technology can offer many benefits that can help to make manufacturing operations more efficient and improve product quality. In addition, plasma processing can also help with characterization in the semiconductor industry. As more manufacturers adopt this technology, the benefits of plasma processing will become more widely known and appreciated.

The activation of plastics like polypropylene, polyethylene (PE), or polytetrafluoroethylene PTFE have relatively low surface energy in their natural state. This means the material must be pre-treated before gluing, painting or printing. Conventional activation by increasing surface area by mechanical roughing, priming, or using a volatile organic compound (VOC) liquid adhesion promoter can slightly shift surface energy.
Plasma activation of plastics using low-pressure plasma or atmospheric pressure plasma increases surface energy. Oxygen or air plasma replaces the non-polar hydrogen bonds of the polymer with oxygen bonds providing free valence electrons for covalent bonding to the adhesive or coating, ensuring much better adhesion.

The activation of metals (e.g. Al, Ti, Cu, ...), ceramics (e.g. Al2O3, ZrO2, SiC, ...), and glass can be improved with plasma activation. When activated, these materials can covalently bond to adhesives and coatings, ensuring a better adhesion compared to conventional surface preparation.
Plasma activation on these materials must be immediately followed by applying the gluing, painting, or secondary process steps because these materials typically react with the oxygen or water vapor in the air which lowers the surface energy and diminishes the impact of activation.
The application of plasma surface treatments such as activation can be applied to powders as well. Plasma activation of powders increases the powder's surface energy, increasing the ability of powdered material to blend into a fluid. This process of powder activation has a significant effect on the mechanical properties of blended materials when applied to the manufacturing of a composite solid.


Control Cabinet:
W 310 mm H 330 mm D 420 mm
Chamber:
Ø 3.9 in, L 10.9 in
Chamber Volume:
2
Gas Supply:
1 gas channel via needle valve
Generator:
1 pc. with 40 kHz
(optional: 13.56 MHz or 2.45 GHz)
Control:
Semi-Automatic

Control Cabinet:
W 310 mm H 330 mm D 420 mm
Chamber:
Ø 5.9 in, L 12.6 in
Chamber Volume:
5
Gas Supply:
Mass flow controllers
Generator:
1 pc. with 40 kHz
(optional: 13.56 MHz or 2.45 GHz)
Control:
Touch Screen

Control Cabinet:
W 600 mm H 1700 mm D 800 mm
Chamber:
Ø 10.5 in, L 16.5 in
Chamber Volume:
24
Gas Supply:
2 gas channel via needle valve
Generator:
1 pc. with 40 kHz
(optional: 13.56 MHz or 2.45 GHz)
Control:
Semi-Automatic

Control Cabinet:
W 600 mm H 1700 mm D 800 mm
Chamber:
W 12" x H 11.8" x D 14.6"
Chamber Volume:
30
Gas Supply:
Mass flow controllers
Generator:
1 pc. with 40 kHz
(optional: 13.56 MHz or 2.45 GHz)
Control:
PC

Control Cabinet:
W 425 mm H 275 mm D 450 mm
Chamber:
Ø 8.3 in, L 11.8 in
Chamber Volume:
10.5
Gas Supply:
Mass flow controllers
Generator:
1 pc. with 40 kHz
(optional: 13.56 MHz)
Control:
Touch Screen

Control Cabinet:
W 562 mm H 211 mm D 450 mm
Generator:
1 pc. with 40 kHz
Control:
Semi-Automatic


