Plastics such as polypropylene or PTFE have a naturally non-polar structure. This means that these plastics must be pretreated before printing, painting and gluing.
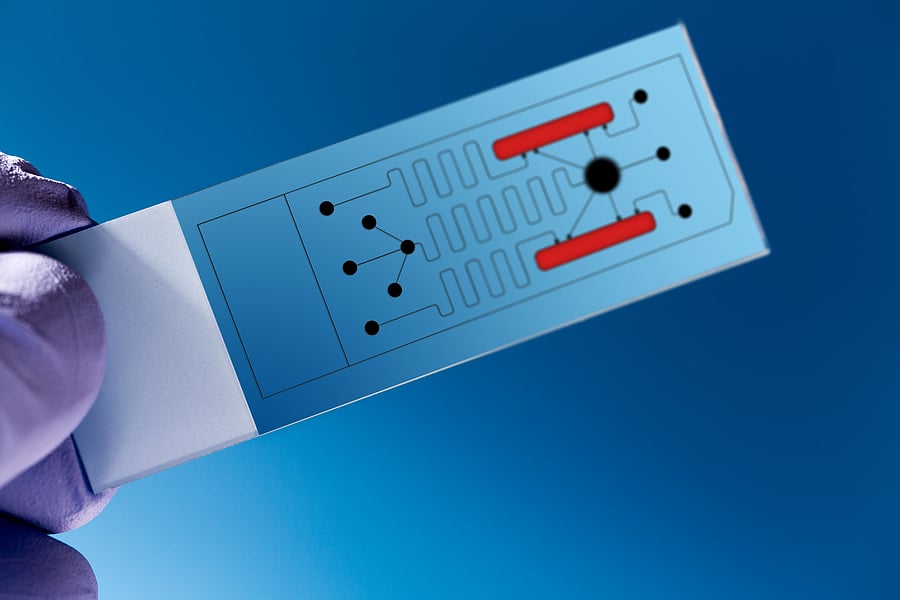
Plastics such as polypropylene or PTFE have a naturally non-polar structure. This means that these plastics must be pretreated before printing, painting and gluing. The same is true for glass and ceramics. Plasma Activation increases the surface energy of a surface. In this process, attachment sites are created for the applied liquid.
Conventional activation uses chemical primers as liquid adhesion promoters which are highly corrosive and harmful to the environment. On the one hand, they require adequate evaporation time before further processing and on the other hand their duration of action is short in many cases. Non-polar materials such as polyolefines are not sufficiently activated by chemical primers.
During activation in an air or oxygen plasma, the non-polar hydrogen bonds of the plastic polymers are replaced by oxygen bonds which can provide free valence electrons for bonding the liquid molecules.
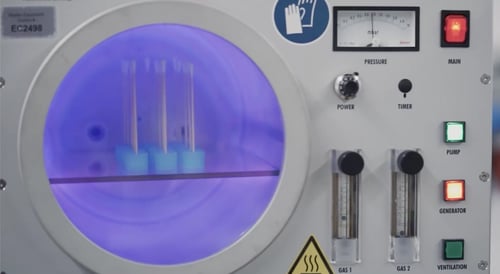
Plasma activation at low pressure or atmospheric pressure turns even “non-gluable” plastics such as POM, PE and PP into surfaces with excellent gluing and painting characteristics. Thanks to the highly accurate setting options for the desired surface energy, over-activation with the risk of slight surface etching can be avoided.
In low-pressure plasma, other gases besides air and oxygen can be used which, instead of oxygen, accumulate nitrogen (N2), amines (NHx) or carboxyl groups (-COOH) as reactive groups.
The duration of action of these parts is some minutes to several months. For polypropylene, further processing is possible several weeks after treatment. Still, it is advisable not to store the parts in the open, as they attract dust, organic contamination and humidity.
For an impressive demonstration of the activation, immerse a treated and an untreated component in water (polar solution). On the untreated part, drops will form as usual. The entire surface of the treated component will be wetted with water.
To learn more about the use of plasma in manufacturing, please read our eBook titled "Manufacturer’s Surface Activation Guide for Improved Adhesion."