Plasma Treatment Articles
Plasma Activation,
Plasma Treatment
|
4 min read
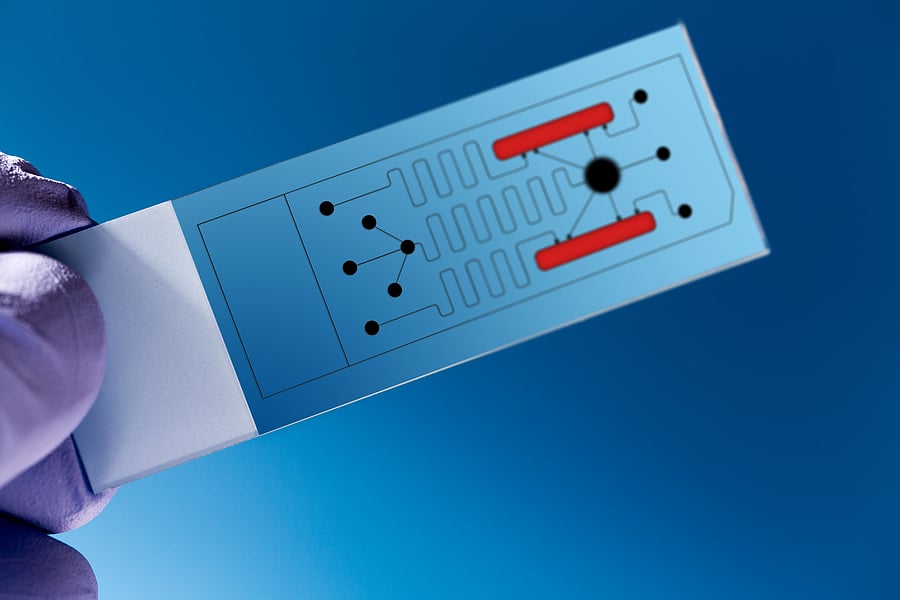
Bonding to PDMS (polydimethylsiloxane) can often be challenging or difficult. This article will discuss the proper techniques and advantages to plasma activation to properly bond PDMS to any silicon-containing substrate. There will be steps that need to be carefully monitored and done in a specific manner to achieve the best results in your clean, particle-free process environment.
Your first step to bonding PDMS is to plasma activate your PDMS sample and silicon mating part (glass or other) and place them in a plasma system vacuum chamber without contaminating clean parts. It is best to use a plasma system that has complete control over the plasma activation process. Careful optimization of a process stored as a program in your plasma system ensures a process is performed exactly the same way from one process run to another. This control will produce the highest level of plasma activation leading to an optimized bond. This optimized bond will lead to high burst pressure and repeatable process performance in your microfluidic device.
Plasma activation of your microfluidic components starts with pumping down your chamber. This pump down is important because you are removing atmosphere from the vacuum chamber. As you remove atmosphere from your vacuum chamber, a mechanical vacuum safety switch will activate. This activation of a mechanical vacuum safety switch is the interlock that disables all process systems used to produce plasma. Measuring chamber pressure as pump down proceeds produces a known amount of residual atmosphere in your process. Typically a PDMS process will pump down to 0.1 – 0.2 mbar.
After the process base pressure is reached of 0.1 – 0.2 mbar, the plasma activation process will proceed to gas stabilization. Gas stabilization or gas settling time is the process of flowing process gas into your plasma process chamber to displace residual air or part outgassing. The chamber pressure sensor continuously monitors the oxygen process gas flow rate to stabilize the flow rate vs. vacuum pump removal rate. This instrumentation feedback loop from the pressure sensor to the gas mass flow controller provides stable gas flow flushing your vacuum chamber. Flushing of air and part outgassing from your process chamber at a recommended pressure of 0.3 – 0.7 mbar is a good pressure to start with. Typical gas stabilization time can be 1 – 10 minutes flushing air out of your vacuum chamber.
 When your process chamber is flooded with oxygen, you are ready to plasma activate your parts. Ignition of oxygen plasma will activate the surfaces of your parts. Plasma process your parts with a short process time, and your parts will not have enough activation or surface energy. Plasma processes your parts for too long, and you will etch your parts, reducing the surface energy. Optimized plasma activation will produce an optimized high level of bonding in your finished device leading to a high level of bond strength and burst pressure. Process pressures of 0.3 – 0.7 mbar with treatment times of 1 – 3 minutes would be good process conditions to start.
When your process chamber is flooded with oxygen, you are ready to plasma activate your parts. Ignition of oxygen plasma will activate the surfaces of your parts. Plasma process your parts with a short process time, and your parts will not have enough activation or surface energy. Plasma processes your parts for too long, and you will etch your parts, reducing the surface energy. Optimized plasma activation will produce an optimized high level of bonding in your finished device leading to a high level of bond strength and burst pressure. Process pressures of 0.3 – 0.7 mbar with treatment times of 1 – 3 minutes would be good process conditions to start.
After plasma activation processing, you will want to stop supplying process gas and power to your vacuum chamber. At this time, you will want to purge or flush your chamber of process gas to practice good industrial hygiene. You can do this by pumping your chamber down to 0.1 -0.2 mbar.
At this time, plasma activation of your parts mating surface is completed. You have optimized your process, and your surfaces have the highest surface energy you can repeatedly produce. You will now proceed in a manner that protects, preserves, and manages this surface activation until you are able to mate these surfaces. When you start to vent air into your chamber, the water vapor in the air will be bonding to the plasma-activated surface of your parts in the bond sites you want to use for your mating parts to bond. So you need to manage this part of your process with care.
After a proper activation has been achieved, venting your vacuum chamber is required to remove your samples from a vented vacuum chamber. It is important to bond the PDMS and silicon-containing substrates together as soon as possible, preferably within 15 seconds of removing them from your vacuum chamber.
 Bonding immediately after plasma activation of your PDMS and silicon-containing mating part is to increase the number of bond sites between the parts. The longer time you wait after activation, water vapor in the air will bond to the surface of your parts, reducing adhesion between plasma-activated components and will reduce burst pressure reducing finished device performance.
Bonding immediately after plasma activation of your PDMS and silicon-containing mating part is to increase the number of bond sites between the parts. The longer time you wait after activation, water vapor in the air will bond to the surface of your parts, reducing adhesion between plasma-activated components and will reduce burst pressure reducing finished device performance.
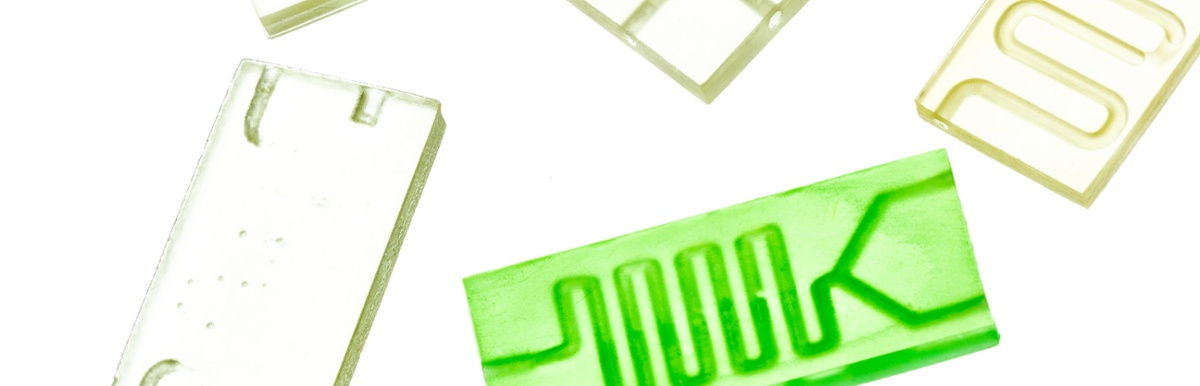
Typical applications for PDMS would include microfluidic devices or sensors. Plasma activation for bonding PDMS to silicon-containing substrates is being used more now than just for microfluidic devices. PDMS can bond with any silicon-containing substrate (glass, silicon wafer, or other PDMS part). Other applications would include detecting toxins, medical diagnostics, drug delivery, drug discovery, artificial organs, micro-scale chemical production, microfluidics, magnetophoresis, micro-arrays, DNA on a chip, particle detection, and others.
Consideration in electrode design is critical in a plasma system vacuum chamber to produce uniform plasma within that chamber. Electrode designs with coupled wattage into the vacuum chamber require an electrode that covers almost the entire chamber. Chambers with a wire wrapped around the chamber will not be sufficient to produce uniform plasma. A glass (borosilicate or quartz) chamber with an electrode covering the majority of the chamber is ideal for producing uniform excitation of your plasma activation process gas.
 Using all of these methods will eliminate the need for glue when combining the PDMS and a substrate. Only light pressure should be applied, and you do not need excessive force to facilitate a bond between your plasma-activated materials. Excessive force will cause plastic deformation of your materials, causing them to move. This moving will cause your materials to slip past each other on a very small scale. This slight lateral motion can degrade bond strength. Additional cure time to allow your material to produce additional bonds around each other provides an increase in bond strength. Curing overnight is a good start. A slight elevation in temperate can also help with increased bond strength. PDMS materials will not bond together without being adequately activated beforehand.
Using all of these methods will eliminate the need for glue when combining the PDMS and a substrate. Only light pressure should be applied, and you do not need excessive force to facilitate a bond between your plasma-activated materials. Excessive force will cause plastic deformation of your materials, causing them to move. This moving will cause your materials to slip past each other on a very small scale. This slight lateral motion can degrade bond strength. Additional cure time to allow your material to produce additional bonds around each other provides an increase in bond strength. Curing overnight is a good start. A slight elevation in temperate can also help with increased bond strength. PDMS materials will not bond together without being adequately activated beforehand.
Following all of these optimizations for your PDMS manufacturing processes ensures that optimal bonding between PDMS and your silicon-based substrate will occur. It is important to emphasize that a clean manufacturing environment should be always be used when starting a microfluidic device and continue to be clean throughout the entire development process. If there are ever issues with contamination or foreign material and particles getting into your sample, these should be addressed first.
To learn more about the best practices for plasma activation of microfluidic devices, please read our eBook titled "How to Improve Burst Pressure and Yield in Microfluidic Devices."

Comments